
Page 24 - 网络电信2018年8月刊下
P. 24
预制棒专题
制造工艺全过程不产生含氯废弃物的排放,形成了全新的、全 射损耗、熔接损耗增加,因此,光纤直径波动越小越好。大尺
过程绿色环保的大尺寸光棒制造技术,实现了绿色环保型光棒 寸预制棒高速拉丝时光纤直径波动的主要因素为:(1)高速
的大规模产业化,截止到2017年底亨通1期工厂已经实现了年 拉丝时控制系统中进棒系统和拉丝速度之间的匹配;(2)大
产200t/光光棒的能力,目前后续的2期扩产项目仍在持续推进 尺寸预制棒拉丝时加热炉内气流分布。大尺寸预制棒拉丝时,
中。 如果炉内气体尤其是变径区的气体打破层流分布,变得紊乱,
b.超大尺寸光纤预制棒制备技术 将会严重影响外径波动。通过改变加热炉内石墨件及拉丝炉下
目前制备超长(6m)光纤预制棒采用的是VAD+RIC法,首 方延伸管结构,使得加热炉内气体分布呈现典型的层流分布,
先采用改进后的VAD工艺(沉积速率更高,沉积的芯棒疏松体尺 可以达到控制光纤直径的目的,改进后裸光纤直径可以控制在
寸更大)沉积出芯棒和内包层疏松体,经烧结、延伸后将芯棒 125±0.5μm之内。
装入采用OVD法制备出的纯SiO 2 套柱中,最后采用在线RIC方式 2.高速拉丝中的衰减控制
进行拉丝。由于目前采用OVD工艺制备出的套柱长度一般在3m左 拉 丝 过 程 中 , 光 纤 从 熔 融 状 态 逐 渐 冷 却 至 假 想 温 度
右,因此制备超长(6m)光纤预制棒还需对套柱进行焊接。为 (Tf),假想温度定义为液态结构凝固而转变为玻璃态的温
了实现超长(6m)光纤预制棒的在线拉丝,在组装前还需对芯 度。光纤假想温度约为1600℃-1700℃,如果光纤从熔融态急剧
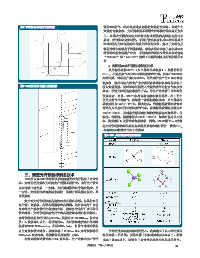
棒进行处理。超长(6m)光纤预制棒的制备工艺流程如下图所 冷却至假想温度,光纤衰减会剧烈增加,如果光纤温度低于假
示。 想温度,此时光纤的急剧降温不会对光纤衰减性能产生影响。
随着拉丝速度的提高熔融态的光纤存在高温加热炉中的时间变
图5 超长(6m)光纤预制棒的制备工艺流程
得更短,这就需要改变加热炉结构,优化加热炉温场分布,保
证在高速下光纤能够缓慢冷却至假想温度。通过石墨延伸管提
供了2.5m的光纤退火距离,保证了光纤有充分的距离缓慢冷却
至假想温度,从而使光纤暴露在车间空气中时已经低于假想温
度,达到高速拉丝时光纤衰减性能不恶化的目的。
3.高速拉丝中的强度控制
大尺寸超长预制棒高速拉丝时具有更长的变径区,但变
径区变长对于光纤的强度将产生不利影响,因为具有较长的变
径区,石墨件挥发性的杂质更易附在熔融的光纤表面,形成缺
图6 超长(6m)光纤预制棒在线拉丝场景
陷,降低光纤强度,同时因为变径区越长,缺陷浓度也越高,
也会降低光纤的强度。通过控制加热炉内气流的分布和控制拉
丝张力等方法,适当的改变变径区的长度,可以避免大尺寸预
制棒在高速拉丝过程中强度变差的风险。
d.光棒应用技术
光棒的应用最终要落在光纤上,光纤产品的分类方法有很
多种,通常可按其自身的材料组成、折射率剖面、传输波长、
光纤内部传输模式和光纤产品的实际应用等进行分类。亨通结
合自身的产品特色以及技术特点,成功开发出低水峰低损耗
G.652.D光纤、超低损耗大有效面积G.654.E光纤、抗弯曲G.657
光纤等系列多品种单模光纤,在特纤领域,多模光纤(主流
OM3\OM4)和光纤陀螺用保偏光纤近几年也逐步推向市场。
(1)低损耗G.652.D光纤
满足ITU-T.G.652要求的单模光纤,常称为非色散位移光
纤,其零色散位于1300nm窗口低损耗区,工作波长为1310nm。
随着光纤光缆工业和半导体激光技术的成功推进,光纤线路的
工作波长已经转移到更低损耗的1550nm光纤窗口。我国已敷设
c.高速拉丝技术 的光纤光缆绝大多数是这类光纤。
随着预制棒直径的增加和单根预制棒拉丝长度的提高,光
相比于目前广泛使用的普通G.652.D单模光纤,低损耗
纤拉丝过程中影响光纤质量的因素变得越来越多,光纤的性能
G.652.D光纤在1310nm波长衰减系数低于0.320dB/km,1550nm波
指标和参数的控制也越来越困难。从拉丝工艺的角度出发,超
长衰减系数低于0.180dB/km,在有中继网络的设计中,能够延
高速拉丝的实现可以从光纤直径控制、衰减控制、强度控制等
展系统的传输距离并减少高成本放大器的数量;在无中继网络
方面进行技术突破。
中,拥有更高的注入光功率阈值,同时能够实现更大的系统跨
1.高速拉丝中的光纤直径控制
度,大大节省高速传输网络的敷设成本。低损耗G.652.D光纤因
光纤直径的波动引起芯径和模场直径波动,导致光纤散
其合适的性价比,近些年来在骨干网络建设中越来越受到运营
38 网络电信 二零一八年八月