
Page 38 - 网络电信2020年8月刊上
P. 38
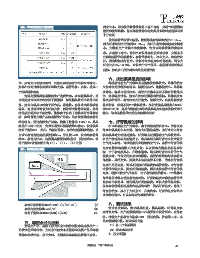
表2:PBT材料的部分物性参数 而余长小,则光缆的拉伸性能易出现不合格。分析气吹微缆的
敷设和使用场境,保证环境性能指标尤其是低温时的指标显得
十分重要。
按照套管结构设计结果,微型薄壁套管标称内径Ø1.14mm,
而光纤束等效外径达到Ø1.02mm,光纤在套管中的活动空间很
小,光缆的生产过程中和使用中,为保证环境性能的稳定可
靠,在套塑工序中,控制小余长是套塑的关键技术。分析小直
径薄壁套管的结构特征,套管结晶均匀,冷却充分,稳定性较
好,适当增加光纤张力,控制冷却水温度和纤膏粘度,调节光
纤余长在0‰~0.2‰。余长大于这个范围,套塑测试损耗容易
超标,影响后工序控制和成品的质量性能。
六、挤出模具温度的影响
性,应避免出现熔体破裂。要保证薄壁套管的结构尺寸稳定, 薄壁套管的生产过程特点是熔体拉伸比较大,熔体的粘度
熔体在拉伸过程中应保证等比变形,套管外径、内径、壁厚三 变化对拉伸过程影响明显,温度过高时,熔体粘度小,熔体强
个指标同步实现。 度降低,容易出现过拉伸,套管外径偏小甚至不能正常拉伸成
为提高微型薄壁套塑的生产速度效率,在配置模具时,重 形。熔体温度过低,熔体在拉伸过程流动性降低,熔体强度高
点考虑熔体拉伸比和拉伸平衡指标。如果模具按照小拉伸比配 甚至成粘弹性,套管拉伸外径偏大,壁厚变大,出现外径波动
置,熔体出模具口时由于压力高,流速快,容易造成熔体破裂 甚至断裂。根据不同PBT物料特性,优化设置模具温度在250℃
现象,而且难以调节光纤的占位。而常用大拉伸比配置,熔体 到260℃之间。外界气温的波动导致模具温度和熔体拉伸变形不
拉伸成形需要较长的拉锥,熔体由于自重下垂挂光纤而外径波 稳定,这也是值得关注并防范的影响因素。
动。参考普通光缆产品的套塑生产经验,结合微型薄壁套管的
结构特点,通过实际生产试验,优化了拉伸比(DDR)S,其典 七、纤膏温度的影响
型值在12到18之间。为保证套管环壁厚度均匀稳定,设计模具 在12芯套塑生产过程中,由于薄壁套管内径小,为保证光
拉伸平衡比K=1。此外,为保证外径、内径和壁厚同步达标,重 纤束在模具的中心位置,避免光纤擦挂套管,光纤束进入纤膏
点设计套管内腔的成形拉伸比Sn,并且使Sn=S。设成形套管外 填充模具时光纤排列紧密,纤膏填充过程排除空气比较困难,
径Dt,套管内径dt,挤塑模具配置如图1所示。则拉伸比S,拉 在生产线速度较高的情况下,容易出现充填纤膏中夹带大量的
伸平衡比K设置按照公式(2)、(3)、(4)计算。 空气进入套管,可以观察到有断续的空气节,套管中纤膏的填
充度直接影响套塑工序的质量,以及影响光缆成品的各项指
图1:模具配置示意图
标。由于套管壁厚小,在温水槽中,填充的纤膏中夹带的空气
量较多时,气体受到加热体积膨胀,套管内压增加导致套管局
部膨胀,外径变大,壁厚变小造成套管不合格。为克服纤膏填
充度不足的问题,调试不同的纤膏温度的套管质量,对纤膏输
送管道控温加热,降低纤膏的粘度,明显改善套管中纤膏的填
充度,消除长段空气节现象。由于套管薄壁的特点,PBT熔体冷
却结晶的过程与常规套管的对比,纤膏的温度对薄壁套管的结
晶影响比较明显,适当提高纤膏的温度,可以改善结晶过程,
提高套管材料的结晶度和结晶均匀性。提高纤膏温度,降低了
纤膏的粘度,减小了光纤余长。在实践中,纤膏的温度与热水
区水温相当时,可以取得较为理想的效果。
2
2
2
2
套管环壁拉伸比(DDR)S=(D -d )/(Dt -dt ) (2) 八、测试结果
2
2
套管内腔拉伸比Sn=d /dt (3) 通过多次调试,优化模具配置、模具温度、纤膏温度和
拉伸平衡比(DRB)K=(D/Dt)/(d/dt) (4) 光纤张力等,生产的微型薄壁12芯套管符合设计要求,全部合
格,批量生产的套管合格率100%。通过成缆、护套等工序,成
五、套塑余长的控制 品光缆检测合格,型式试验合格。
光缆生产中,套塑工序光纤余长的控制技术是光缆生产工 (1)各工序衰减测试
艺技术的关键技术,光纤余长的大小直接影响光缆产品的环境 (2)型式试验结果
性能和机械性能,余长大时,光缆容易出现低温性能不合格, 1、拉力试验
网络电信 二零二零年八月 43