
Page 27 - 网络电信2017年1/2月刊下
P. 27
光通信
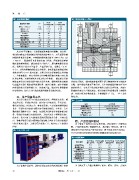
表2 混合物性能测试 图2 双层共挤机头示意图
测试项目/材料 PP PP/PE PP/PP
色母料混合物 色母料混合物
MFR/g·(10min)-1 2.53
密度/g·cm-3 0.907 2.57 2.46
整体色差△E 0.911 0.909
OIT/min 45 ≤2 ≤2
断裂强度Mpa 32
热变形温度℃ 98 48 43
断裂伸长率% ≥500 31 32
48 92 96
夏氏缺口冲击强度/(KJ·M2) 150 ≥540 ≥510
维卡软化点℃ 126 48 48
结晶化温度℃ 140 150
123 131
从表2中可以看出,各指标的基质树脂和共混物,这表明, 界面结合强度,相同的流体流量两个聚合物熔体和均匀的材料
使用的2%质量分数的颜色掌握批次的影响不大,对天然聚丙烯 分配,这些都需要进行严格管控。有不同的流程控制对应不同
树脂的性能没有影响。PP树脂的熔体流动速率(MFR)约2.5g/ 的材料组合,有时甚至助剂或单独设计部分是必要的。共挤压
(10min),既能保证良好的挤出加工性能,还能提供足够的 形成的界面是生产调试难点。模具和松管性能都达到了预期要
粘度保持熔体强度,满足高速生产的生产。聚丙烯树脂密度较 求,共挤压模具参数的优化,不断调整生产工艺。一些工艺参
低,说明该产品具有重量轻、重量轻的产品。总像差(AE) 数见表3。
小于2,表明共混物的颜色稳定性很好。热变形温度的数值和氧
化诱导时间(OIT)相对较高,表明其具有良好的热稳定性和加 表3 工艺参数
工。拉伸屈服度、伸长率和冲击拉伸断裂标称应变缺口冲击强
度均较理想。这说明材料具有优异的力学性能, 满足松套管的 项目 工艺参数
制造需求以及在使用过程中的灵活性要求。塑料材料的较高的 挤塑机温度/℃ 195/210/230/230/230
结晶温度有助于缩短成型周期时间,减少后收缩,减少性能的 挤塑机头温度/℃
内外壁的松套管的性能差异,并提高产量。通过对实验数据的 模具尺寸/mm 230/230/230/220
比较和分析,提出了对产品的先进性能进行改进的结论。 螺杆转速/RPM 3.5/4.5/6.8
生产速度/m·min-1 60
三、生产设备及工艺 ·200
双层复合松套管生产线是由放线系统、塑料挤出设备、模 四、产品性能和测试
具成型系统、冷却定型系统、挤压加工控制系统、牵引系统、
收线系统组成。图1所示为一体的设备图。与系统的关键问题是 为了验证产品线具有稳定的性能,我们进行了小批量试
设计一个精心设计的挤出模具的巧妙流动通道。多年来,大多
数的研究都集中在这一领域,包括模具结构设计和流体流动条 制,产品性能达到了预期的要求,我们做了4种套管,两个分
件,特别是界面配合无的稳定性。为适应高分子材料挤出加工
的要求,我公司扩大与制造设备供应商的技术合作,共同开发 别采用PP/PE色母料生产的单层套管;两个采用本色PP为内层,
出一种新型的复合挤压模和配套拍的机头通过专门设计的流道
可以实现双层甚至三层松套管共挤的工艺。图2显示了它的部分 PP/PP色母料为外层的色母料所有的测试项目和结果在表4。
内容。
图1 二次套塑生产线
表4 松套管测试
项目/材料 PP/PP色母 PP/PE色母料 PP+PP/PP色母 PP+PP/PE色母
料单层套管 单层套管 料双层套管 料双层套管
屈服强度/Mpa
屈服伸长率/% 28.5 25.3 33.0 28.1
抗侧压/N 18.5 18.8 20.1 21.3
弯曲试验/10*D
弯曲试验/8*D 582.3 576.6 593.5 585.2
弯曲试验/5*D
断裂伸长率/% Pass Pass Pass Pass
余长/% Pass Pass Pass Pass
Fail Pass Pass Pass
530 560 580 600
0.04 0.05 0.03 0.03
为了保障产品质量,我们应该保证良好的两种材料之间的 为了验证其工艺稳定性测量了蓝色、橙色、黑色、青绿色
38 网络电信 二零一七年一、二月