
Page 51 - 网络电信2024年2月刊
P. 51
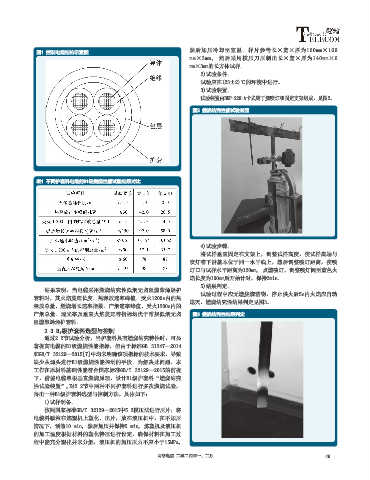
图1 控制电缆结构示意图 然后加压冷却至室温。样片参考长×宽×厚为160mm×160
mm×3mm, 然后采用模压刀压制出长×宽×厚为140mm×6
mm×3mm的长方体试样。
2)试验条件。
试验应在(23±2)℃的环境中进行。
3)试验装置。
试验装置由BDP-220-A卡式纯丁烷喷灯和固定支架组成,见图2。
图2 燃烧结壳性能试验装置
表1 不同护套料电缆的B1级燃烧性能试验结果对比
4)试验步骤。
将试样垂直固定在支架上,调整试样高度,使试样底端与
喷灯嘴下沿基本位于同一水平线上,然后调整喷灯距离,使喷
灯口与试样水平距离为120mm, 点燃喷灯,调整喷灯阀至蓝色火
焰长度为100mm后开始计时,保持3min。
5)结果判定。
结果表明,当电缆采用燃烧结壳性低烟无卤阻燃聚烯烃护
试验过程中应无燃烧滴落物,停止供火后5s内火焰应自动
套料时,其火焰蔓延长度、热释放速率峰值、受火1200s内的热
熄灭,燃烧结壳性结果判定见图3。
释放总量、燃烧增长速率指数、产烟速率峰值、受火1200s内的
产烟总量、透光率及垂直火焰蔓延等指标均优于常规低烟无卤 图3 燃烧结壳性结果判定
阻燃聚烯烃护套料。
2.3 B 1 级护套料选型与控制
通过2.2节试验分析,当护套料具有燃烧结壳特性时,可显
著提高电缆的B1级燃烧性能指标,但由于标准GB 31247—2014
和GB/T 32129—2015[7]中均未明确该项指标的技术要求,导致
缺少从源头进行B1级燃烧性能控制的手段。为解决此问题,本
工作在原材料基础性能符合国家标准GB/T 32129—2015的前提
下,借鉴电缆单根垂直燃烧原理,设计B1级护套料“燃烧结壳
性试验装置”,对2.2节中两种不同护套料进行多次燃烧试验,
得出一种B1级护套料选型与控制方法,具体如下:
1)试样制备。
按照国家标准GB/T 32129—2015中5.2模压法进行压片,将
电缆料颗粒在炼塑机上塑化、出片,放在液压机中,在不加压
情况下,预热10 min, 然后加压并保持5 min, 炼塑机及液压机
的加工温度根据材料的塑化特征进行设定,确保材料在加工过
程中能充分塑化并未分解,液压机的加压压力不应小于15MPa,
网络电信 二零二四年一、二月 49