
Page 38 - 网络电信微杂志——2015年第九期
P. 38
解决方案
造成加工、材料、辅料、人员等的浪费,对这部分零件或特征 快许多。重组原则应用在产品各零件的排布上也会降低产品成
需要重新进行排布,提高产品布局的合理性,达到节支降本的 本,保证产品质量。
效果。例如,产品零件形状略加改变,就可大大节省材料,如
下:图2比图1节省材料,加工排版也比较方便。 3.合并的原则
表图31. 光电复合缆与UPS建设模式对比 在钣金结构设计和加工工艺中应遵循合并的原则,将加工
特征相近、加工方式相近、使用材料相近的东西合并,例如:
表图32. 光电复合缆与UPS建设模式对比 同一个零件上同时有M3、M4的翻边攻丝,考虑是否可以将这两
种规格进行合并,合并后对零件功能的实现是否有影响,如果
表图3A. 光电复合缆与UPS建设模式对比 没有影响应当坚决合并,这样也减少了螺钉的规格,降低了装
配更换物料所消耗的工时以及采购品种繁多的成本。
4.简化的原则
钣金结构设计和加工工艺选择时产品整体以及产品单个零
件在满足客户要求,不影响产品功能实现的前提下,对产品结
构以及钣金零件结构的设计尽量简单化。例如:1道折弯可以实
现的功能绝不用2道折弯。最少的螺丝锁紧可实现的功能绝不用
更多的螺丝实现(与螺丝不共戴天!!!尽量采用其它的连接
方式,减少打螺丝的情况,除其它不良等不可控制因素或客户
特别要求外,影响装配效率的最大因素是打螺丝,而且螺丝容
易打花造成不良品的返工等浪费),如图C。
图表23C.故光障电处复理合流缆程与图UPS建设模式对比
AB
表图32D.故光障电处复理合流缆程与图UPS建设模式对比
表图3B. 光电复合缆与UPS建设模式对比
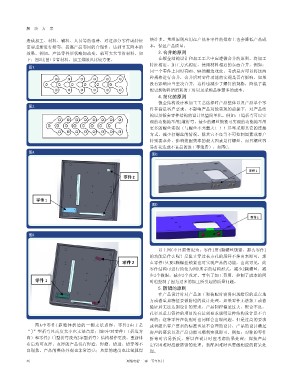
图A中零件1靠箱体折边的一侧无法点焊,零件2由于是 以上图C中目前情况为:零件1用4颗螺丝锁紧,那么零件1
“]”型折弯且高度太小也无法点焊;图B中对零件1(折边方 的功能是什么呢?是阻止穿过长方孔的尾纤不掉出来即可,那
向)和零件2(]型折弯改为Z字型折弯)结构稍作更改,重新排 么零件1只要2颗螺丝锁紧也可实现产品的功能,由此可见,此
布后均可点焊。点焊的产品没有焊渣、焊瘤、烧透、烧穿等不 零件结构可进行简化为图D所示的结构形式,减少2颗螺丝,减
良现象,产品的整体外观也非常漂亮;点焊的速度也比氩弧焊 少2个拔眼,减少2个攻牙。节省了加工费用,控制了成本的同
时也控制了因为过多的加工所引起的质量问题。
5.防错的原则
在产品设计时对产品加工和装配时容易出现错误的重点地
方或者重点特征要做防错的设计处理。如果零件无法加工或者
验证后无法达到设计的要求,产品制程偏差过大,配合不良,
孔径及重点管控的项目没有达到要求说明这种结构设计是不合
理的;这种零件在装配时也同样会出现问题。但是过高的要求
或者超出客户要求的标准也是不合理的设计,产品的设计满足
客户的要求以及产品功能可顺利实现即可。例如:对称的零件
折弯时容易折反,所以在设计时应考虑防呆处理;焊接产品
定位困难时应做防错的处理;装配困难时也要做相应的防呆处
理。
46 网络电信 二零一五年九月